EP-Container-Hebegetriebemotor
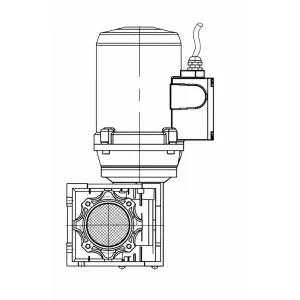
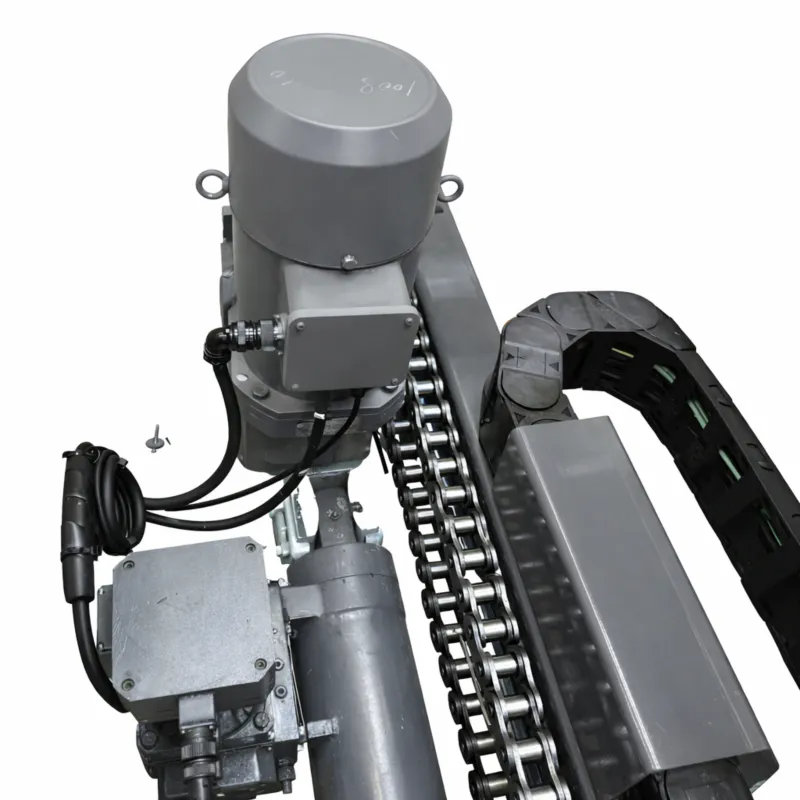
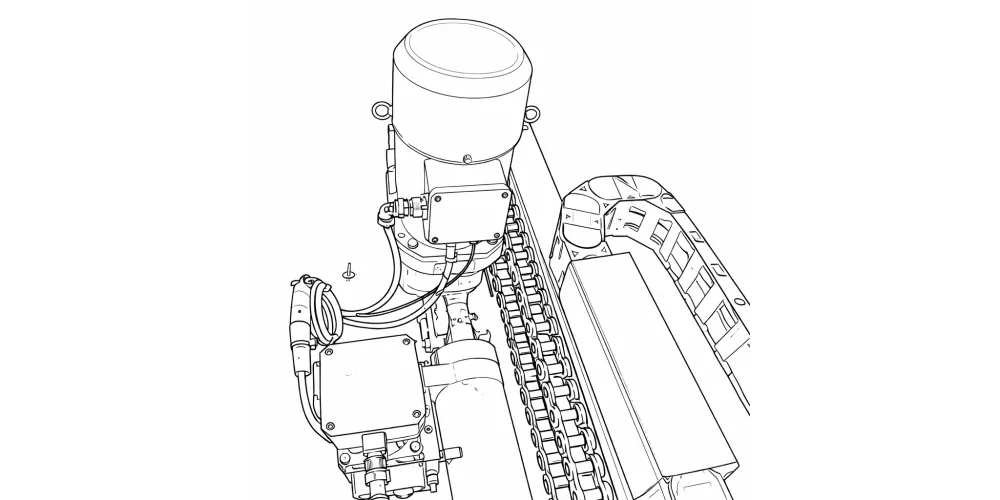
Der EP-Container-Hebegetriebemotor ist eine integrierte Antriebseinheit, die ein Getriebe der Serie DK200 mit einem Induktionsmotor vom Typ ZHEJ-112 kombiniert und speziell für Containerkrane und Hafenhebemaschinen entwickelt wurde, die in rauen Küstenumgebungen eingesetzt werden.
Der EP-Container-Hebegetriebemotor mit vollständiger IP66-Schutzart und einer Korrosionsschutzbeschichtung der Stufe C4, die sowohl auf das Getriebe- als auch auf das Motorgehäuse aufgebracht ist, bietet zuverlässige Leistung dort, wo die Einwirkung von Salznebel, Feuchtigkeit und kontinuierlicher mechanischer Belastung zum Alltag gehört.
1. Technische Spezifikationen
Die folgende Tabelle zeigt die wichtigsten technischen Parameter des Getriebemotors für EP-Container-Hebevorrichtungen. Diese Werte sind Referenzspezifikationen; die tatsächlichen Nennwerte können je nach Konfiguration variieren und sollten vor der endgültigen Beschaffung anhand des entsprechenden technischen Datenblatts und des Lastprofils der Anwendung überprüft werden.
| Parameter | Spezifikation |
|---|---|
| Getriebe-Modellreihe | DK200 (Vier Hauptunterserien) |
| Geschwindigkeitsverhältnis | 30 : 1 — 100 : 1 |
| Motormodellreihe | Induktionsmotor der Serie ZHEJ-112 |
| Motorleistungsbereich | 4 kW – 7,5 kW |
| Schutzart | IP66 (Getriebe + Motor) |
| Tastverhältnis | S3 — Intermittierender periodischer Betrieb |
| Korrosionsschutzklasse | C4 (Hohe Korrosivität) |
| Befestigungsmaterial | Edelstahl (Alle Befestigungselemente) |
| Anwendungsumgebung | Küsten-/Seehafen im Freien |
| Schmierstoffart | Ölbad / Zwangsumlauf (modellabhängig) |
| Montagekonfiguration | Fuß / Flansch (serienabhängig) |
| Zahnradgenauigkeitsklasse | DIN 3962 Güteklasse 7–8 |
2. Fünf wichtige Fakten über diesen Getriebemotor für Containerhebevorrichtungen
01 — Geschwindigkeitsübersetzungsbereich
Das DK200-Getriebe bietet ein wählbares Übersetzungsverhältnis von 30:1 bis 100:1, wodurch die Anforderungen an niedrige Ausstoßgeschwindigkeiten bei Containerhebeanwendungen ohne die Notwendigkeit einer externen Untersetzungsstufe erfüllt werden.
02 — Motorleistung
Die Motoren der Serie ZHEJ-112 erstrecken sich über 4 kW bis 7,5 kWDies bietet die Flexibilität, unterschiedliche Containergewichte und Hubgeschwindigkeiten innerhalb einer einzigen Produktfamilie abzustimmen – ein bedeutender Vorteil bei der Beschaffung von Getriebemotoren für Hafenkrane.
03 — Schutzart IP66
Sowohl das Getriebe als auch der Motor tragen einen Schutzart IP66Das bedeutet, dass sie absolut staubdicht sind und vor starken Wasserstrahlen geschützt sind – ein entscheidender Faktor für den Terminalbetrieb, wo die Hochdruckreinigung zum Alltag gehört.
04 — Korrosionsklasse C4
Die Außenflächen werden so behandelt, dass sie den Anforderungen entsprechen ISO 12944 Kategorie C4 (hohe Korrosivität), wodurch dieser elektrische Hebezeuggetriebemotor die richtige Wahl für die Infrastruktur von Küstenhäfen ist, wo Standardgeräte innerhalb weniger Monate verschleißen würden.
05 — Befestigungselemente aus Edelstahl
Jede Schraube, Mutter und jedes Befestigungselement wird hergestellt aus EdelstahlDadurch werden die Probleme der Spaltkorrosion und des Festfressens beseitigt, die herkömmliche Befestigungselemente in maritimen Industrieumgebungen plagen.
3. Was ist ein Getriebemotor für Containerhebevorrichtungen?
Der EP-Containerhebegetriebemotor ist eine speziell entwickelte Lösung für die anspruchsvolle Welt des Containerumschlags. Hafenkransysteme, ob Portalkrane, gummibereifte Portalkrane (RTG) oder Schiff-zu-Land-Krane (STS), benötigen Hebeantriebe, die auch bei hoher Belastung zuverlässig funktionieren und weder durch Feuchtigkeit noch durch Chloride in der Luft oder Materialermüdung beeinträchtigt werden. Dieser Getriebemotor für Hebeanwendungen begegnet diesen potenziellen Ausfallursachen direkt. Der Antrieb kombiniert ein Getriebe der DK200-Serie – erhältlich in vier Unterserien – mit einem Motor der Baugröße ZHEJ-112. Dadurch kann die komplette Einheit als aufeinander abgestimmtes System bestellt werden, anstatt zwei separate Komponenten zu beziehen. Das Ergebnis ist ein maßoptimierter, schmierungsausgeglichener und thermisch optimierter Containerhebegetriebemotor, der von der Fertigung bis zum Endprodukt entwickelt wurde.
Im Gegensatz zu herkömmlichen Industriegetriebemotoren ist der EP-Serie-Getriebemotor für Containerhebeanlagen speziell für die Einsatzbedingungen in Hafenanlagen entwickelt worden. Containerterminals an der Golfküste, der Hafen von Los Angeles, der Hafen von New York und New Jersey sowie Industrieanlagen am Wasser in den gesamten Vereinigten Staaten arbeiten unter Bedingungen, die Korrosion und Materialermüdung bei herkömmlichen Antrieben deutlich beschleunigen. Das während der Fertigung aufgebrachte C4-Beschichtungssystem verleiht diesem robusten Getriebemotor für Hebeanlagen eine besonders lange Lebensdauer und senkt die Gesamtbetriebskosten über einen Wartungszeitraum von fünf bis zehn Jahren erheblich. Die S3-Einstufung für intermittierenden Betrieb ist optimal auf den Start-Stopp-Zyklus von Containerhebevorgängen abgestimmt und gewährleistet, dass weder Getriebe noch Motor in Spitzenzeiten an stark frequentierten Terminalanlagen überlastet werden.

4. Funktionsweise des Getriebemotors für Containerhebevorrichtungen
Der EP-Containerhebe-Getriebemotor arbeitet nach dem Prinzip der mehrstufigen Schrägverzahnung, die direkt in einen Drehstrom-Induktionsmotor integriert ist. Wird der Motor ZHEJ-112 – typischerweise über einen Frequenzumrichter (FU) in modernen Hafenkrananlagen – mit Strom versorgt, dreht sich sein Rotor nahezu synchron und speist eine hohe Drehzahl bei niedrigem Drehmoment in die Eingangswelle des Getriebes DK200 ein. Im Getriebe reduziert eine Reihe gehärteter Schrägverzahnungspaare diese Drehzahl stufenweise und erhöht gleichzeitig das Ausgangsdrehmoment proportional zum gewählten Übersetzungsverhältnis. Bei einem Übersetzungsverhältnis von 30:1 liefert ein Motor mit 1450 U/min eine Ausgangsdrehzahl von ca. 48 U/min – ideal für langsames und präzises Container-Platzieren. Bei der maximalen Untersetzung von 100:1 sinkt die Ausgangsdrehzahl auf ca. 14,5 U/min, wodurch ein entsprechend höheres Drehmoment für schwerste Containerlasten erzeugt wird.
Schrägverzahnte Zahnräder werden in Antriebsmotoren für Containerkrane gegenüber Stirnrädern bevorzugt, da ihre schräge Zahngeometrie den gleichzeitigen Eingriff mehrerer Zahnpaare ermöglicht. Dies verteilt die Last auf eine größere Fläche, reduziert die Belastung pro Zahn, senkt die Betriebsgeräusche und verlängert die Lebensdauer der Zahnräder – allesamt entscheidende Faktoren in einem rund um die Uhr betriebenen Hafenterminal mit Hunderten von Hubvorgängen pro Tag. Die Zahnräder der DK200-Serie sind einsatzgehärtet und präzisionsgeschliffen nach DIN-Norm, was einen gleichmäßigen Zahneingriff über die gesamte erwartete Lebensdauer gewährleistet. Die Abtriebslager sind für die Aufnahme radialer Lasten von Seiltrommeln und -scheiben ausgelegt und bieten ausreichend axiale Kapazität für die beim Kranbetrieb auftretenden Schubkräfte. Die Schmierung des Getriebes erfolgt in Standardausführungen über ein Ölbad. Für Anwendungen mit höherer Leistung und häufigeren Schaltzyklen, bei denen ein optimales Wärmemanagement entscheidend ist, ist optional eine Zwangsumlaufschmierung erhältlich.
5. Materialkonstruktion und Oberflächenbehandlung
Die Materialauswahl ist eine der wichtigsten Konstruktionsentscheidungen bei jedem Getriebemotor für Containerhebeanlagen, der für den Einsatz in Küstengewässern vorgesehen ist. Das Getriebegehäuse des DK200 besteht je nach Baureihe aus hochwertigem Grauguss (entspricht HT250) oder Sphäroguss (entspricht QT450) und bietet ein optimales Verhältnis zwischen Steifigkeit, Schwingungsdämpfung und Bearbeitbarkeit. Die Zahnradrohlinge werden aus legiertem Stahl – typischerweise 20CrMnTi oder 42CrMo – gefertigt und einem Aufkohlungs- und Abschreckprozess unterzogen. Dadurch entsteht eine gehärtete Randschicht (HRC 58–62) über einem zähen, duktilen Kern. Diese Zweizonen-Metallurgie ermöglicht es den Zahnrädern, hohen Stoßbelastungen ohne Sprödbruch standzuhalten und gleichzeitig über eine mehrjährige Betriebsdauer hinweg verschleißfest zu sein.
Das Motorgehäuse wird je nach Nennleistungsklasse aus Aluminiumlegierung oder Gusseisen gefertigt. Beide Werkstoffe sind mit dem im Produktionsprozess verwendeten seewasserbeständigen Beschichtungssystem kompatibel. Dieses Beschichtungssystem ist die auffälligste Materialentscheidung bei diesem Hebezeuggetriebe: Die Außenflächen von Getriebe und Motor erhalten eine mehrschichtige Korrosionsschutzbehandlung gemäß ISO 12944 Kategorie C4. Kategorie C4 umfasst industrielle und küstennahe Umgebungen mit hoher Luftfeuchtigkeit – genau die Bedingungen, die in Containerterminals an der US-Ostküste, der Golfküste und der Pazifikküste herrschen. Die Behandlung besteht typischerweise aus einer zinkreichen Epoxidgrundierung, gefolgt von einer dickschichtigen Epoxid-Zwischenschicht und einer Polyurethan-Deckschicht. Die Edelstahlbefestigungen (austenitisch, entspricht AISI 304 oder 316) vervollständigen den Korrosionsschutz, indem sie die Rostbildung verhindern, die bei herkömmlichen Kohlenstoffstahlbefestigungen auftreten würde. Dieser umfassende Materialansatz unterscheidet den EP-Container-Hebezeuggetriebemotor von herkömmlichen Elektrokrangetriebemotoren, die nicht für den Einsatz auf See ausgelegt sind.
6. Fünf wesentliche Produktvorteile des EP-Container-Hebegetriebemotors
Passende Systemintegration
Getriebe und Motor sind als aufeinander abgestimmtes Paar konstruiert und geprüft. Wellenausrichtungstoleranzen, Kupplungsgeometrie und Temperaturprofile sind gemeinsam optimiert, wodurch Vibrationen, fluchtungsbedingter Verschleiß und vorzeitiger Lagerausfall reduziert werden, die bei der Montage einzelner Komponenten zu einer Kranhebezeug-Getriebe-Motor-Kombination auftreten.
IP66 Doppelschutz
Die Schutzart IP66 für Getriebe und Motor gewährleistet, dass die gesamte Hubgetriebe-Motor-Einheit Hochdruckwasserstrahlen aus jeder Richtung standhält. Dies ist unerlässlich für Containerkrane, bei denen die Maschinenräume regelmäßig mit Hochdruck gereinigt werden und Regenwasser bei Stürmen andernfalls die internen Wicklungen und Zahnradeingriffe erreichen könnte.
Korrosionsbeständigkeit der Klasse C4
Das bereits in der Produktion aufgebrachte Beschichtungssystem ISO 12944 C4 – nicht nachträglich – gewährleistet, dass die Außenfläche des Elektrohebegetriebemotors den chloridhaltigen Atmosphären in Häfen und Offshore-Anlagen standhält. Betreiber in US-Küstenstaaten berichten von deutlich kürzeren Lackier- und Wartungsintervallen im Vergleich zu Standardantrieben.
Breites Geschwindigkeitsverhältnis-Abdeckungsspektrum
Die Übersetzungsbandbreite von 30:1 bis 100:1 innerhalb der DK200-Serie bedeutet, dass eine einzige Produktfamilie die Anforderungen an Hubgeschwindigkeit und Drehmoment von leichten Containerspreizern bis hin zu Anwendungen mit schweren Lasten abdeckt und somit die Ersatzteillagerverwaltung für Hafenbetreiber vereinfacht, die mehrere Kranmodelle an einem einzigen Terminal einsetzen.
Kompletter Befestigungssatz aus Edelstahl
Alle Befestigungselemente der Baugruppe sind standardmäßig aus Edelstahl gefertigt – keine optionale Ausstattung. Dadurch entfällt das häufigste Wartungsproblem bei Getriebemotoren für Industriekrane in Küstenregionen: festsitzende, korrodierte Schrauben, die planmäßige Inspektionen und den Austausch von Komponenten unerwartet zeitaufwändig und kostspielig machen.
7. Anwendungsszenarien
Der EP-Containerhebegetriebemotor eignet sich für ein breites Spektrum an Anwendungen mit hohen Hebelasten. Nachfolgend sind die wichtigsten Anwendungsbereiche aufgeführt, in denen dieser industrielle Hebegetriebemotor seine Leistungsfähigkeit unter Beweis stellt.
Schiff-zu-Land (STS) Containerkräne
Die anspruchsvollste Anwendung für jeden Containerkran-Antriebsmotor. STS-Krane in großen US-Seehäfen bewältigen Tausende von Hüben pro Schicht. Daher muss das Hubgetriebe der Hebevorrichtung dem S3-Betrieb standhalten, ohne zu überhitzen oder durch Schmierstoffversagen beeinträchtigt zu werden. Der EP-Container-Hubgetriebemotor ist speziell für diese hochfrequente Umgebung ausgelegt.
Gummibereifte Portalkrane (RTG)
RTG-Krane sind auf Containerterminals im Einsatz, wo Maschinen ständig umgestellt werden. Dank seiner kompakten, gekapselten Bauweise ist dieser Getriebemotor für Hebeanwendungen unempfindlich gegenüber Vibrationen und Seitenkräften, die beim Fahren von RTGs über unebene Terminalböden entstehen.
Schienenmontierte Portalkrane (RMG)
RMG-Krane in intermodalen Güterbahnhöfen benötigen zuverlässige Getriebemotoren für Hafenkranhebezeuge, die auch über längere Schichten unbeaufsichtigt arbeiten können. Die Schutzart IP66 schützt die internen Komponenten vor Bahnstaub und Witterungseinflüssen und reduziert so ungeplante Ausfallzeiten.
Mobile Hafenkräne
Vielseitige Hafenkrane, die in kleineren Terminals und Mehrzweckliegeplätzen eingesetzt werden, benötigen einen robusten Hubgetriebemotor, der transportiert und wiederverwendet werden kann. Die robuste Konstruktion des Getriebes DK200 gewährleistet die korrekte Ausrichtung auch bei Vibrationen während des Straßentransports und Schiffsbewegungen im Liegeplatz.
Hafenbrückenkräne
Die Brückenkräne von überdachten Lagerhallen und Ro-Ro-Terminals, die Containerladung und schwere Projektladung heben, profitieren vom aufeinander abgestimmten Getriebe-Motor-System. Das C4-Beschichtungssystem bleibt selbst in den kondensationsanfälligen Innenräumen großer Hafenlagerhallen nahe der Wasserlinie wirksam.
Hebezeuge für Offshore-Plattformen
Offshore-Öl- und Gasplattformen benötigen Hebeantriebssysteme, die Salzwasserspritzern, hoher Luftfeuchtigkeit und den mechanischen Stoßbelastungen durch wellenbedingte Schiffsbewegungen standhalten. Die Edelstahlbefestigungen und die C4-Oberflächenbehandlung machen den EP-Serien-Containerhebegetriebemotor (Industriekranmotor) zu einer hervorragenden Wahl für Hebezeuge an Deck.
 Q
Q8. Einhaltung gesetzlicher Bestimmungen und regionaler Standards
Die Getriebemotoren für Containerhebeanlagen unterliegen in verschiedenen Rechtsordnungen sich überschneidenden Normenrahmen. Das Verständnis dieser Anforderungen ist für Beschaffungs- und Anlageningenieure, die Getriebemotoren für industrielle Hebeanlagen in regulierten Hafeninfrastrukturen spezifizieren, unerlässlich.
| Region / Land | Anwendbare Norm oder Verordnung | Hinweise zum Getriebemotor für Containerhebevorrichtungen |
|---|---|---|
| Vereinigte Staaten | ASME B30.2 (Brückenkrane); OSHA 1910.179; NEMA MG1 (Motoren); NEC 430 (Motorstromkreise) | Die OSHA schreibt vor, dass Kranhebezeuge vor jeder Schicht geprüft werden müssen. Die Motorisolierung muss den thermischen Schutzklassen NEMA MG1 entsprechen. Die Schutzart IP66 erfüllt die Anforderungen für Feuchträume gemäß NEMA 4X. |
| europäische Union | Maschinenrichtlinie 2006/42/EG; EN 13001 (Kransicherheit); IEC 60034 (Motoren); EN ISO 12944 (Korrosionsschutzbeschichtungen) | Für Geräte, die auf dem EU-Markt verkauft werden, ist eine CE-Kennzeichnung erforderlich. Getriebe, die in Kranen eingesetzt werden, müssen die statischen Berechnungsanforderungen der EN 13001-3 erfüllen. Die C4-Beschichtung entspricht der EN ISO 12944-2. |
| Deutschland | DIN 3962 (Getriebegenauigkeit); FEM 1.001 (Kranklassifizierung); DGUV Vorschrift 52 (Kranbetrieb) | FEM 1.001 klassifiziert Krane nach Belastungsgruppen (M1–M8); schwere Hafenkrane fallen typischerweise in die Gruppen M7–M8. Die Lebensdauer des Getriebes muss entsprechend berechnet werden. Die Toleranzen der Zahngeometrie werden durch die DIN-Genauigkeitsklassen für Zahnräder bestimmt. |
| Vereinigtes Königreich | Vorschriften für Hebevorgänge und Hebezeuge 1998 (LOLER); BS EN 13001; PUWER 1998 | LOLER schreibt schriftliche Prüfpläne für Kranhebezeuge vor. Alle Hebezeuge müssen zweckdienlich sein; Getriebemotoren müssen für die maximale Tragfähigkeit (WLL) des Krans ausgelegt sein. |
| Australien | AS 1418 (Krane, Hebezeuge und Winden); AS/NZS 4024 (Sicherheit von Maschinen); Arbeitsschutzgesetz | AS 1418.1 regelt die allgemeinen Anforderungen an Krane, einschließlich Konstruktion, Fertigung und Modifizierung. Containerkranantriebe müssen von einem qualifizierten Ingenieur konstruiert werden. Die Schutzarten IP66 und C4 sind insbesondere für Installationen in australischen Küstenhäfen relevant. |
| Kanada | CSA Z150 (Sicherheitsvorschriften für Mobilkrane); Provinzielle Arbeitsschutzbestimmungen; CSA C22.2 Nr. 100 (Motoren) | Kanadische Hafenbehörden, die der Aufsicht von Transport Canada unterstehen, müssen sicherstellen, dass Hebezeuge den jeweiligen Arbeitsschutzbestimmungen der Provinzen entsprechen. Die Motorzertifizierung nach CSA C22.2 gewährleistet die Kompatibilität mit kanadischen Elektroinstallationen. |
| Saudi-Arabien / Golf-Kooperationsrat | SASO-Technische Vorschriften; OSHA-konforme Hafensicherheitsvorschriften; durch Bezugnahme übernommene IEC-Normen | Hafenbehörden wie die Saudi Ports Authority (Mawani) setzen IEC-basierte Normen für elektrische Anlagen durch. Die hohen Umgebungstemperaturen am Golf erfordern mindestens eine Motorisolierung der Wärmeklasse H. |
| Japan | JIS B 8806 (Krane – Vokabular); JIS C 4034 (Rotierende elektrische Maschinen); Arbeitsnormengesetz (Sicherheitsvorschriften für Krane) | Das japanische Ministerium für Gesundheit, Arbeit und Soziales regelt die Kransicherheit durch spezifische Sicherheitsvorschriften. Hafenkrane müssen vor der Inbetriebnahme geprüft werden. Die Dokumentation zu Motor und Getriebe muss zur amtlichen Überprüfung vorliegen. |
9. Kompatibilitäts- und Austauschhinweise
Ingenieure, die Ersatzmotoren für Containerhebeanlagen beschaffen, müssen vor der endgültigen Auswahl mehrere wichtige Parameter überprüfen. Die EP DK200-Serie ist als funktional gleichwertiger Ersatz für eine Reihe von Standard-Getriebemotoren für Containerhebeanlagen konzipiert, die in bestehenden Hafenkrananlagen eingesetzt werden. Bei der Bewertung der Kompatibilität sind folgende Kriterien entscheidend: Durchmesser der Abtriebswelle und Abmessungen der Keilnut, Montageflansch oder Fußlochmuster, Gesamtabmessungen (Länge × Breite × Höhe), Schnittstelle der Eingangswelle (typischerweise IEC-Motorflansch), Toleranz des Übersetzungsverhältnisses (±2% ist in dieser Betriebsklasse typisch) und Nenndrehmoment mit entsprechendem Betriebsfaktor für die FEM-Betriebsgruppe des Krans.
10. Über uns
Wir sind ein spezialisierter Hersteller von Industriegetrieben, Getrieben für Hebezeuge und Antriebskomponenten mit jahrzehntelanger Erfahrung in der Entwicklung von Schwerlast- und Hafenkranen. Unsere Produktionsstätte ist mit hochpräzisen CNC-Verzahnungsmaschinen, Koordinatenmessgeräten (KMG) und einem eigenen Qualitätslabor ausgestattet. Dort können wir die Schutzart (IP-Schutzart), die Genauigkeitsklasse der Verzahnungen und die Korrosionsschutzleistung gemäß den geltenden internationalen Normen prüfen.
Unser Ingenieurteam arbeitet eng mit Einkäufern, Terminalbetreibern und Kranherstellern in Nordamerika, Europa, dem Nahen Osten und Asien zusammen, um die optimale Konfiguration des Getriebemotors für Containerhebeanlagen für jede Anwendung zu ermitteln. Wir halten wichtige Baugruppen auf Lager und bieten einen beschleunigten Lieferservice für dringende Austauschbedürfnisse von Getriebemotoren für Containerhebeanlagen in Häfen mit Produktionsdruck. Unser Kundendienstnetzwerk stellt technische Dokumentationen, Installationsanleitungen, Schmierpläne und Wartungshinweise bereit, um die Lebensdauer jedes von uns gelieferten Getriebes zu verlängern.
Werkstatt





11. Verwandte Produkte
Ein komplettes Getriebemotorsystem für Containerhebeanlagen benötigt mehr als nur ein Getriebe. Wir fertigen ein umfassendes Sortiment kompatibler Antriebskomponenten – inklusive passender Elektromotoren – und bieten Kranherstellern und Terminalwartungsteams so eine Komplettlösung. Dieser Systemansatz gewährleistet Maßgenauigkeit, optimale Schmierung und geprüfte Leistung im gesamten Antriebsstrang und eliminiert Integrationsrisiken, die beim Kombinieren von Komponenten verschiedener Hersteller entstehen.
Kompatible Elektromotoren für Hebezeuganwendungen
Unser Industriekranmotoren-Sortiment Das Sortiment umfasst Induktionsmotoren mit Schutzarten IP55 bis IP66 von 0,75 kW bis 45 kW, die optimal auf unsere Getriebeserien abgestimmt sind und somit eine geprüfte Systemleistung gewährleisten. Es ist als Komplettlösung für die Beschaffung von Hebezeuggetrieben und Motoren konzipiert.

Auswahl an Untersetzungsgetrieben mit vollem Übersetzungsbereich
Neben der Containerhebezeugserie DK200 bieten wir Stirnrad-, Kegelstirnrad- und Schneckengetriebe mit Abtriebsdrehmomenten von 50 Nm bis 50.000 Nm für Anwendungen in den Bereichen Hafenmaschinenbau, Bergbau und Prozessindustrie an. Alle unsere Geräte erfüllen höchste Genauigkeitsklassen, IP-Schutzarten und Korrosionsschutzbeschichtungen.

Häufig gestellte Fragen
Frage 1: Worin unterscheidet sich ein Getriebemotor für Containerhebeanlagen von einem Standard-Getriebemotor für Containerhebeanlagen, der in einer Fabrikförderanlage eingesetzt wird?
Q2. Wie wähle ich das richtige Übersetzungsverhältnis für die Getriebe- und Motorkonfiguration meines Containerkran-Hebezeugs aus?
Frage 3: Wie sollte ein Wartungsteam einen Getriebemotor für das Containerhebegerät überprüfen, um festzustellen, ob er vor einer planmäßigen Terminalabschaltung ausgetauscht werden muss?
Frage 4. Welchen Schmieröltyp und welches Wechselintervall sollte ich für das DK200-Hebezeuggetriebe in einer Hafenumgebung einhalten?
Frage 5: Welche Kranhersteller oder Terminalbetreiber in Nordamerika spezifizieren typischerweise einen Hochleistungs-Hubgetriebemotor mit den Schutzarten IP66 und C4 für neue Kranbauten?
Q6. Worin unterscheidet sich die S3-Einschaltdauer dieses elektrischen Hebezeuggetriebemotors von der S1-Dauerbetriebsdauer, und warum ist dies für den Betrieb von Containerkränen von Bedeutung?
Q7. Wie hoch ist die typische Lebensdauer eines Getriebemotors für Containerhebeanlagen im aktiven Einsatz in einem Hafenkran, und welche Faktoren verlängern oder verkürzen diese?
Q8. Wie lässt sich am besten überprüfen, ob ein vorhandenes Antriebsgetriebe für einen Hafenkranhub mit einem frequenzgesteuerten Ersatzmotor der EP-Serie kompatibel ist?
Herausgeber: PXY