EP-Container Hoisting Gear Reducer Motor
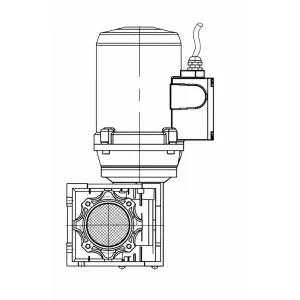
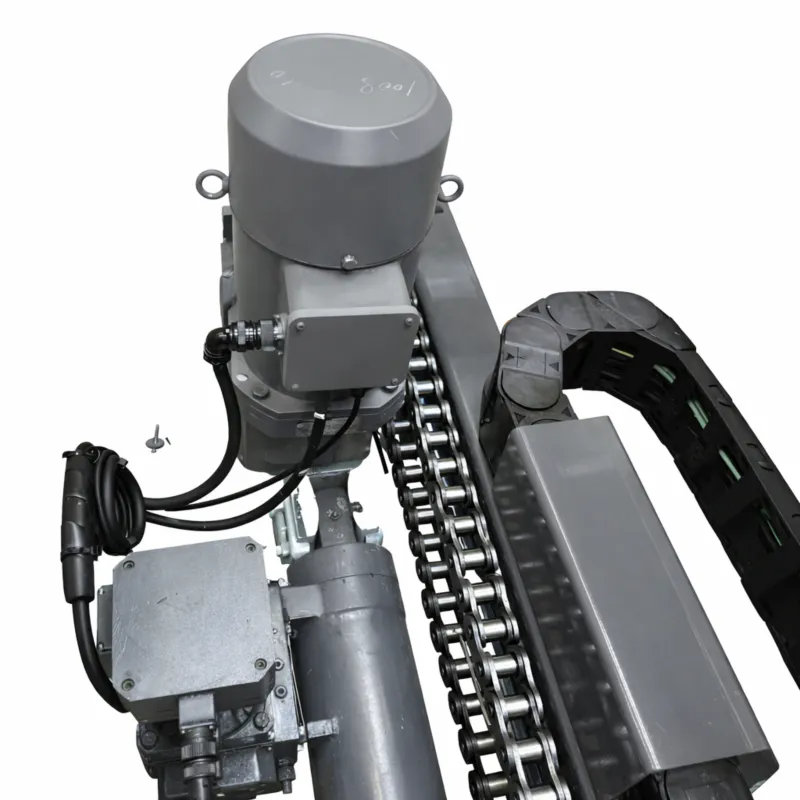
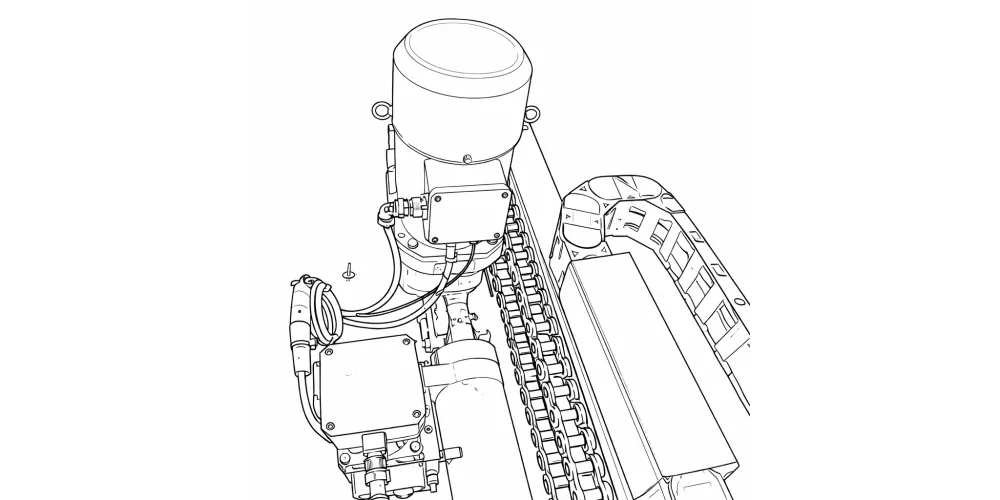
The EP-Container hoisting gear reducer motor is an integrated drive unit combining a DK200 series gearbox with a ZHEJ-112 induction motor, engineered specifically for container cranes and port lifting machinery operating in harsh coastal environments.
The EP-Container hoisting gear reducer motor with a full IP66 protection rating and a C4-level anti-corrosion coating applied to both the gearbox and motor housings, this container hoisting gear reducer motor delivers reliable performance where exposure to salt spray, humidity, and continuous mechanical stress are everyday realities.
1. Technical Specifications
The following table presents the principal engineering parameters of the EP-Container Hoisting Gear Reducer Motor. These values are referenced specifications; actual ratings may vary by configuration and should be confirmed against the applicable technical datasheet and application load profile before final procurement.
| Parameter | Specification |
|---|---|
| Gearbox Model Series | DK200 (Four Major Sub-Series) |
| Speed Ratio | 30 : 1 — 100 : 1 |
| Motor Model Series | ZHEJ-112 Series Induction Motor |
| Motor Power Range | 4 kW — 7.5 kW |
| Ingress Protection | IP66 (Gearbox + Motor) |
| Duty Cycle | S3 — Intermittent Periodic Duty |
| Corrosion Protection Grade | C4 (High Corrosivity) |
| Fastener Material | Stainless Steel (All Fasteners) |
| Application Environment | Outdoor Coastal / Marine Port |
| Lubrication Type | Oil Bath / Forced Circulation (model-dependent) |
| Mounting Configuration | Foot / Flange (series-dependent) |
| Gear Accuracy Class | DIN 3962 Grade 7–8 |
2. Five Key Facts About This Container Hoisting Gear Reducer Motor
01 — Speed Ratio Range
The DK200 gearbox offers a selectable speed ratio from 30:1 to 100:1, covering the low-output-speed demands of container hoisting applications without requiring an external reduction stage.
02 — Motor Power Output
The ZHEJ-112 series motor spans 4 kW to 7.5 kW, providing flexibility to match different container weights and hoisting speeds across a single product family — a significant advantage for port crane gear motor procurement.
03 — IP66 Ingress Protection
Both the gearbox and the motor carry an IP66 rating, meaning they are fully dust-tight and protected against powerful water jets — critical for terminal operations where pressure washing is routine.
04 — C4 Corrosion Class
External surfaces are treated to meet ISO 12944 Category C4 (high corrosivity), making this electric hoist gear motor the right choice for coastal port infrastructure where standard units would degrade within months.
05 — Stainless Steel Fasteners
Every bolt, nut, and securing element is manufactured from stainless steel, eliminating the crevice corrosion and seizing issues that plague conventional fasteners in marine industrial environments.
3. What Is The Container Hoisting Gear Reducer Motor
The EP container hoisting gear reducer motor represents a purpose-built solution for the demanding world of containerized cargo handling. Port crane systems, whether gantry cranes, rubber-tired gantry (RTG) cranes, or ship-to-shore (STS) cranes, require hoisting drives that can sustain high-cycle duty without failing to moisture ingress, airborne chlorides, or mechanical fatigue. This gear reducer motor for hoist applications addresses each of those failure modes directly. The drive integrates a DK200 series gear unit — spanning four sub-series configurations — with a ZHEJ-112 frame motor, allowing the complete assembly to be selected as a matched system rather than sourced as two separate components. The result is a container hoist gear reducer motor that is dimensionally optimized, lubrication-balanced, and thermally co-engineered from the factory floor upward.
Unlike general-purpose industrial gear motors, the EP-series container hoisting gear reducer motor is built around the working environment of marine port infrastructure. Container terminals on the Gulf Coast, the Port of Los Angeles, the Port of New York and New Jersey, and waterfront industrial facilities across the United States operate in conditions that rapidly accelerate corrosion and fatigue in conventional drives. The C4 coating system applied during manufacturing gives this heavy duty hoist gear reducer motor an edge in longevity that reduces total cost of ownership significantly over a five-to-ten-year maintenance window. The S3 intermittent periodic duty rating aligns perfectly with the start-stop cycle of container hoisting operations, ensuring neither the gearbox nor the motor is overloaded during peak throughput periods at busy terminal facilities.

4. How the Container Hoisting Gear Reducer Motor Works
The EP container hoisting gear reducer motor operates on the principle of multi-stage helical gear reduction integrated directly with an AC induction motor. When the ZHEJ-112 motor is energized — typically through a variable-frequency drive (VFD) in modern port crane installations — its rotor spins at near-synchronous speed, feeding high-speed, lower-torque rotation into the input shaft of the DK200 gear unit. Inside the gearbox, a sequence of hardened helical gear pairs progressively reduce that rotational speed while multiplying output torque in proportion to the selected speed ratio. At a ratio of 30:1, a motor running at 1,450 RPM delivers an output shaft speed of roughly 48 RPM — ideal for slower, precision container placement. At the maximum 100:1 reduction, output speed drops to around 14.5 RPM, generating commensurately higher torque to handle the heaviest container loads.
Helical gears are preferred in container crane drive motor applications over spur gears because their angled tooth geometry allows more than one tooth pair to be in contact simultaneously. This distributes the load over a larger surface area, reduces the per-tooth stress, lowers operating noise, and extends gear life — all of which matter enormously in a 24/7 port terminal running hundreds of lifts per day. The gear teeth in the DK200 series are case-hardened and precision-ground to DIN accuracy standards, ensuring consistent tooth engagement throughout the expected service life. Output bearings are sized to handle radial loads from wire rope drums and sheaves, with adequate axial capacity for the thrust forces inherent in crane hoisting duty. Lubrication in the gear unit is achieved through an oil-bath system for standard configurations, with optional forced circulation lubrication available for higher-power, higher-cycle applications where heat management is critical.
5. Material Construction & Surface Treatment
Material selection is one of the most consequential engineering decisions in any container hoisting gear reducer motor intended for coastal deployment. The DK200 gearbox housing is constructed from high-grade gray cast iron (HT250 equivalent) or nodular cast iron (QT450 equivalent) depending on the sub-series, offering an optimal balance between rigidity, vibration damping, and machinability. Gear blanks are produced from alloy steel — typically 20CrMnTi or 42CrMo grades — and subjected to a carburizing-quenching heat treatment cycle that produces a hardened case (HRC 58–62) over a tough, ductile core. This dual-zone metallurgy is what allows the gears to handle heavy shock loads without brittle fracture while resisting surface wear throughout a multi-year operational lifespan.
The motor frame is fabricated from aluminum alloy or cast iron depending on the rated power class. Both materials are compatible with the marine-grade coating system applied in production. That coating system is the most visible material decision in this hoist drive gearbox: the external surfaces of both the gearbox and motor receive a multi-layer anti-corrosion treatment rated to ISO 12944 Category C4. Category C4 covers high-humidity industrial and coastal environments — exactly the conditions found in container terminals on the US East Coast, Gulf Coast, and Pacific seaboard. The treatment typically consists of a zinc-rich epoxy primer followed by a high-build epoxy intermediate coat and a polyurethane topcoat. The stainless steel fasteners (austenitic grade, equivalent to AISI 304 or 316) complete the corrosion protection strategy by eliminating the rust pathways that standard carbon-steel hardware would otherwise create. This comprehensive material approach distinguishes the EP-Container Hoisting Gear Reducer Motor from general-purpose electric crane gear reducer motor offerings that are not designed for marine exposure.
6. Five Key Product Advantages of EP-Container Hoisting Gear Reducer Motor
Matched System Integration
The gearbox and motor are engineered and validated as a matched pair. Shaft alignment tolerances, coupling geometry, and thermal profiles are co-optimized, reducing the vibration, misalignment-induced wear, and early bearing failure that arise when independent components are field-assembled into a crane hoist gearbox and motor combination.
IP66 Dual Protection
IP66 protection across both the gearbox and motor means the complete hoist gear reducer motor assembly withstands high-pressure water jets from any direction. This is non-negotiable for container crane applications where routine pressure-washing of machinery decks occurs and where rain ingress during storms could otherwise reach internal windings and gear meshes.
C4-Rated Corrosion Resistance
The ISO 12944 C4 coating system applied at production — not as a field add-on — ensures the electric hoist gear motor exterior resists chloride-laden atmospheres typical of ports, harbors, and offshore structures. Operators in US coastal states report significantly lower painting and refurbishment intervals compared with standard-grade drives.
Wide Speed Ratio Coverage
The 30:1 to 100:1 ratio range within the DK200 series means that a single product family covers the hoisting speed and torque requirements of light container spreaders through to heavy-load applications, simplifying spare parts inventory management for port operators running multiple crane models across a single terminal.
Full Stainless Fastener Set
Every securing fastener in the assembly is stainless steel as a standard feature — not an optional upgrade. This eliminates the most common maintenance headache in coastal industrial crane gear reducer motor installations: seized, corroded bolts that make scheduled inspections and component replacements unexpectedly time-consuming and costly.
7. Application Scenarios
The EP container hoisting gear reducer motor serves a wide range of heavy-duty lifting environments. Below are the primary application categories where this industrial hoist gear reducer motor delivers proven performance.
Ship-to-Shore (STS) Container Cranes
The most demanding application for any container crane drive motor. STS cranes at major US seaports handle thousands of lifts per shift, requiring the hoist gear reducer to sustain S3 duty without overheating or lubricant breakdown. The EP-Container Hoisting Gear Reducer Motor is rated specifically for this high-cycle environment.
Rubber-Tired Gantry (RTG) Cranes
RTG cranes operate across container yards where machinery is constantly relocated. The compact, sealed design of this gear reducer motor for hoist applications means it tolerates the vibration and lateral forces generated as RTGs travel over uneven terminal paving.
Rail-Mounted Gantry (RMG) Cranes
RMG cranes in intermodal rail yards require reliable port crane hoist gear reducer motor units capable of operating unattended across extended shifts. The IP66 rating protects internal components from railway dust and inclement weather, reducing unplanned downtime.
Mobile Harbor Cranes
Versatile harbor cranes used at smaller terminals and multipurpose berths demand a heavy duty hoist gear reducer motor that can be transported and redeployed. The robust construction of the DK200 gearbox holds alignment through the vibration of road transport and ship motion at berth.
Port Overhead Bridge Cranes
Covered warehouse and ro-ro terminal bridge cranes lifting containerized cargo and heavy project freight benefit from the matched gearbox-motor system. The C4 coating system remains effective even in the condensation-prone interior environments common in large port warehouses near the waterline.
Offshore Platform Lifting Equipment
Offshore oil and gas platforms require hoist drive systems that tolerate saltwater splash, high humidity, and the mechanical shock loads of wave-induced vessel motion. The stainless fasteners and C4 surface treatment make the EP series Container hoisting gear reducer motor industrial crane motor reducer a strong candidate for topside lifting equipment.
 q
q8. Regulatory Compliance & Regional Standards
Container hoisting gear reducer motors are subject to overlapping standards frameworks across different jurisdictions. Understanding these requirements is essential for procurement engineers and plant engineers specifying industrial hoist gear motor assemblies for regulated port infrastructure.
| Region / Country | Applicable Standard or Regulation | Notes for container hoisting gear reducer motor |
|---|---|---|
| United States | ASME B30.2 (Overhead Cranes); OSHA 1910.179; NEMA MG1 (Motors); NEC 430 (Motor Circuits) | OSHA requires crane hoisting equipment to be inspected before each shift. Motor insulation must comply with NEMA MG1 thermal classes. The IP66 rating satisfies NEMA 4X wet-location requirements. |
| European Union | Machinery Directive 2006/42/EC; EN 13001 (Crane Safety); IEC 60034 (Motors); EN ISO 12944 (Anti-Corrosion Coatings) | CE marking required for equipment sold into the EU market. Gearboxes used in cranes must meet the structural calculation requirements of EN 13001-3. The C4 coating aligns with EN ISO 12944-2. |
| Germany | DIN 3962 (Gear Accuracy); FEM 1.001 (Crane Classification); DGUV Vorschrift 52 (Crane Operation) | FEM 1.001 classifies cranes by duty group (M1–M8); heavy port cranes typically fall in M7–M8. Gearbox design life must be calculated accordingly. DIN gear accuracy grades govern tooth geometry tolerances. |
| United Kingdom | Lifting Operations and Lifting Equipment Regulations 1998 (LOLER); BS EN 13001; PUWER 1998 | LOLER requires written schemes of examination for crane hoisting equipment. All lifting machinery must be fit for purpose; gear reducer motors must be rated for the maximum working load limit (WLL) of the crane. |
| Australia | AS 1418 (Cranes, Hoists and Winches); AS/NZS 4024 (Safety of Machinery); Work Health and Safety Act | AS 1418.1 covers general requirements for cranes including design, manufacture, and modification. Container crane drives must be designed by a competent engineer. IP66 and C4 ratings are particularly relevant for Australian coastal port installations. |
| Canada | CSA Z150 (Safety Code for Mobile Cranes); Provincial Occupational Health & Safety Regulations; CSA C22.2 No.100 (Motors) | Canadian port authorities operating under Transport Canada jurisdiction must ensure lifting equipment meets provincial OH&S codes. Motor certification to CSA C22.2 ensures compatibility with Canadian electrical installations. |
| Saudi Arabia / GCC | SASO Technical Regulations; OSHA-aligned port safety codes; IEC standards adopted by reference | Port authorities such as Saudi Ports Authority (Mawani) enforce IEC-based standards for electrical equipment. High ambient temperatures in the Gulf require thermal class H motor insulation as a minimum. |
| Japan | JIS B 8806 (Cranes — Vocabulary); JIS C 4034 (Rotating Electrical Machines); Labour Standards Act (Crane Safety Rules) | Japan's Ministry of Health, Labour and Welfare regulates crane safety under specific crane safety rules. Port cranes must pass a pre-use inspection. Motor and gearbox documentation must be available for official inspection. |
9. Compatibility & Replacement Guidance
Engineers sourcing container hoisting gear reducer motor replacement units need to verify several key parameters before finalizing a substitution. The EP DK200 series is designed to serve as a functionally equivalent replacement for a range of standard container hoist gear reducer motor configurations used in existing port crane installations. When evaluating compatibility, the critical matching criteria are output shaft diameter and keyway dimensions, mounting flange or foot hole pattern, overall envelope dimensions (length × width × height), input shaft interface (typically IEC motor flange), speed ratio tolerance (±2% is typical in this duty class), and rated output torque with appropriate service factor for the crane's FEM duty group.
10. About Us
We are a specialized manufacturer of industrial gear reducer motors, hoist gearboxes, and drive system components with decades of engineering experience in heavy-duty lifting and port crane applications. Our production facility is equipped with precision CNC gear-cutting machinery, coordinate measuring machines (CMM), and a dedicated quality assurance laboratory capable of validating IP protection ratings, gear accuracy class, and corrosion coating performance to the applicable international standards.
Our engineering team works directly with procurement engineers, terminal operators, and crane OEM manufacturers across North America, Europe, the Middle East, and Asia to specify the correct container hoisting gear reducer motor configuration for each application. We maintain inventory of key sub-assemblies and offer expedited fulfillment for urgent container hoisting gear reducer motor replacement requirements at port facilities facing production pressure. Our after-sales support network provides technical documentation, installation guidance, lubrication schedules, and maintenance advisories to extend the operational life of every hoist drive gearbox we supply.
WorkShop





11. Related Products
A complete container hoisting gear reducer motor system requires more than a gear reducer alone. We manufacture a full range of compatible drive components — including matched electric motors — to support one-stop procurement for crane OEM manufacturers and terminal maintenance teams. This system approach ensures dimensional compatibility, lubrication alignment, and validated performance across the entire drivetrain, eliminating integration risks that arise when mixing components from uncoordinated sources.
Compatible Electric Motors for Hoist Applications
Our industrial crane motor range includes IP55 to IP66 rated induction motors from 0.75 kW to 45 kW, pre-matched to our gear reducer series for validated system performance. Designed as a one-stop supply solution for hoist gearbox and motor procurement.

Full-Range Gear Reducer Selection
Beyond the DK200 container hoisting series, we supply helical, bevel-helical, and worm gear reducers covering output torques from 50 Nm to 50,000 Nm for applications across port machinery, mining, and process industries. All units share our commitment to accuracy class, IP protection, and anti-corrosion coating standards.

Frequently Asked Questions
Q1. What makes a container hoisting gear reducer motor different from a standard container hoisting gear reducer motor used in a factory conveyor application?
Q2. How do I select the correct speed ratio for my container crane hoist gearbox and motor configuration?
Q3. How should a maintenance team inspect a container hoisting gear reducer motor to assess whether it needs replacement before a scheduled terminal shutdown?
Q4. What lubrication oil type and change interval should I follow for the DK200 hoist gearbox reducer in a marine port environment?
Q5. Which port crane OEM manufacturers or terminal operators in North America typically specify a heavy-duty hoist gear reducer motor with IP66 and C4 ratings for new crane builds?
Q6. How does the S3 duty rating of this electric hoist gear motor differ from S1 continuous duty, and why does it matter for container crane operation?
Q7. What is the typical service life expectancy of a container hoisting gear reducer motor in an active port crane application, and what factors extend or shorten it?
Q8. What is the best way to verify whether an existing port crane hoist drive gearbox is compatible with a VFD-controlled replacement motor from the EP series?
Editor: PXY